UL listed Heavy-duty End Suction Fire Pump for High Rise Buildings

EHF pumps are designed in accordance with all requirements of UL standard for safety (UL448). EHF pumps are optimized hydraulic pump design, brought high efficiency and the performance of energy conservation.
Suitable Media :
EHF SeriesApplicable Standard :
UL448Heads :
84~230 psiSuction Diameter :
2.5~5 inchDischarge Diameter :
1.5~4 inchSpeed(r/min) :
2900 rpmFlowrate :
50~750 usgpmMax. Working Pressure :
290 psiEHF Series Horizontal End-Suction Fire Pump
UL 448 Certified | High Efficiency | Reliable Fire Protection Performance
The EHF Series Horizontal End-Suction Fire Pumps are designed and manufactured in strict accordance with UL 448 requirements, ensuring stable, dependable, and internationally recognized fire protection performance. With optimized hydraulic design, robust construction, and superior efficiency, the EHF Series is ideal for commercial buildings, industrial complexes, warehouses, municipal facilities, and fire protection systems across global markets.
1. Key Features
✔ UL 448 Certified Construction
Every pump undergoes rigorous UL performance and endurance testing to ensure compliance with international fire protection standards and consistent long-term reliability.
✔ High Efficiency & Energy Saving
The hydraulically optimized casing, impeller, and flow passages ensure excellent hydraulic performance, reducing energy consumption and operational cost.
✔ Robust End-Suction Design
• Heavy-duty cast iron or ductile iron casing
• High-strength shaft with superior corrosion resistance
• Precision-machined components for low vibration and extended lifespan
✔ Wide Operating Range
• Flow Range: Designed to cover common UL fire pump capacities
• Head Range: Suitable for high-rise & large-scale building fire systems
• Stable NPSH performance for safe operation in demanding environments
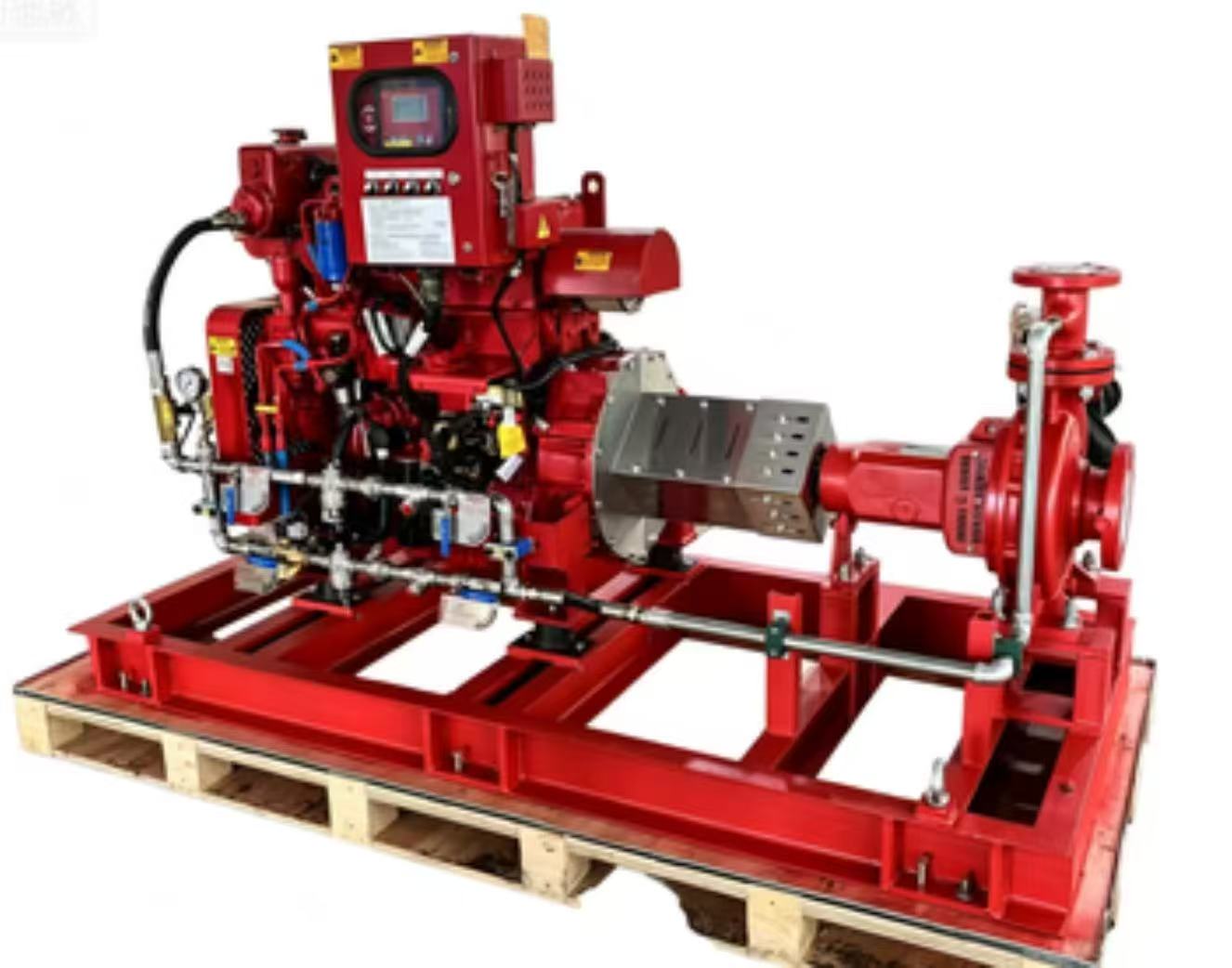
✔ Compatible with Fire Pump Packages
Suitable for assembling electric motor–driven, diesel engine–driven, or dual-drive UL fire pump systems.
Also compatible with jockey pumps, controllers, and complete fire pump packages.
2. Product Advantages
The EHF Series ensures reliable water delivery under emergency conditions, maintaining stable output even during peak fire demand.
Optimized impeller geometry improves performance across the full operating range while minimizing hydraulic loss.
Rugged materials and precise tolerances ensure excellent durability in long-term continuous standby conditions.
The horizontal end-suction configuration simplifies piping layout, reduces installation cost, and offers convenient access for servicing.
3. Typical Applications
• Commercial buildings & shopping malls
• Warehouses & logistic centers
• High-rise office buildings
• Petrochemical facilities
• Manufacturing plants
• Municipal fire protection systems
• Industrial complexes
• Water supply booster for fire protection
4. Technical Specifications
Materials (Optional)
• Pump Casing: Cast Iron / Ductile Iron
• Impeller: Bronze / Stainless Steel
• Shaft: High-strength stainless steel
• Seal: Packing seal
• UL Electric Motor
• UL Diesel Engine
• Skid-mounted fire pump package
• Complete fire pump set with controller & accessories
5. Performance Highlights
Reliable Operation Under Emergency Conditions
The EHF Series is engineered to maintain stable flow and pressure output during sudden pressure drops or high-demand fire events.
Optimized NPSH Values
Ensures cavitation-free operation and reliable suction performance even in challenging site conditions.
Tested & Verified
Each pump undergoes strict hydrostatic, performance, and endurance testing before shipment to ensure long-term reliability.
6. Optional Configurations
• Diesel-driven complete pump package
• UL/FM fire pump controller
• Jockey pump & pressure maintenance system
• Flexible joints & isolation valves
• Complete fire pump room solution
• Flow meter loop system
• Customized color & branding for OEM/ODM customers
7. Why Choose EHF Series?
✔ UL 448 Certified – Global Market Ready
✔ High Efficiency – Lower Energy Costs
✔ Durable & Reliable – Built for Long-Term Fire Protection
✔ Wide Application Range – Covers Most Building Types
✔ OEM/ODM Friendly – Branding, painting & packaging customization available
✔ Strong Technical Support – Curves, drawings & selection assistance
Performance Curve
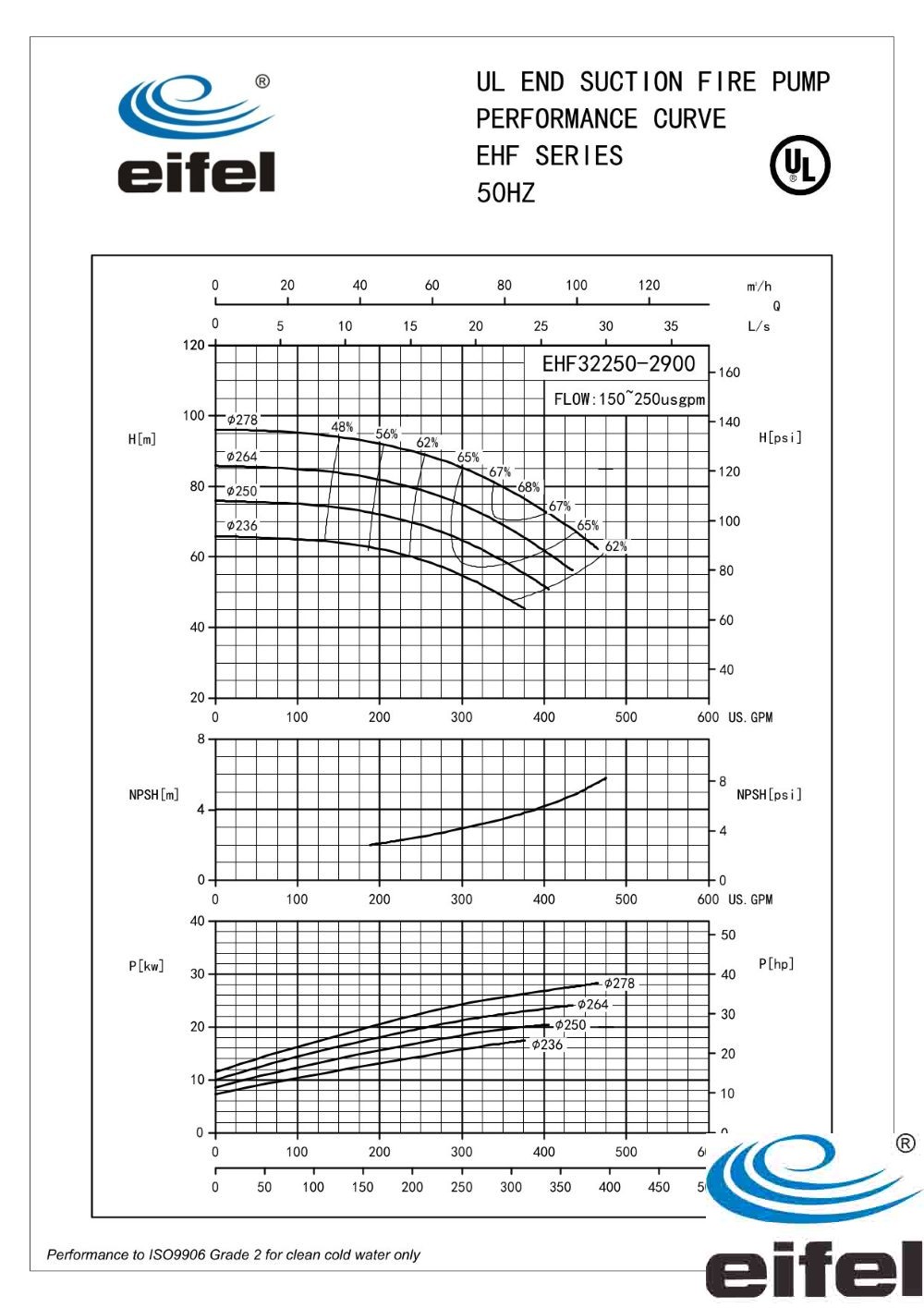
EHFC pumps are engineered to meet all applicable safety requirements of UL Standard UL448. Featuring an integrated baseplate and an optimized hydraulic design, these pumps deliver exceptional efficiency and outstanding energy-saving performance.
Read More
EHF pumps are designed to fully comply with UL safety standard (UL448). Featuring optimized hydraulic design, the pumps deliver high efficiency and excellent energy-saving performance.
Read More
EHF pumps are designed in accordance with all requirements of UL standard for safety (UL448). EHF pumps are optimized hydraulic pump design, brought high efficiency and the performance of energy conservation.
Read More

 IPv6 Network Supported
IPv6 Network SupportedContact Us or Request Pump Selection Software
Scan to Wechat/Whatsapp :



 English
English Русский
Русский Español
Español عربي
عربي 中文
中文